

At A&D Inspection, our reliable and customisable checkweighers can enhance your business in many ways and improve your production consistency. Our checkweigher systems aids with compliance with industry standards and regulations, safeguarding your products’ integrity and your brand. Whether you’re after in-line checkweighers, carton checking systems, or something in between, you can find what you’re looking for in A&D Inspection’s high quality range of intelligent checkweighers.
The Importance of Checking Packaged Products.
Checkweighers play an important supportive role in ensuring the quality of packaged products, thereby safeguarding the interests of both manufacturers and consumers. Accurate product weight and content verification in heavy cartons is important for maintaining quality control, ensuring regulatory compliance, and optimising logistics and distribution efficiency.
This process ensures that packaged products meet legal, regulatory, and customer standards, thereby maintaining trust and compliance across the supply chain. It also offers manufacturers assurance against under packing, while simultaneously confirming that customers receive products that match the weight stated on the label. The checkweigher will help to prevent any supply of underfilled or overfilled cartons, which can lead to potential legal issues, especially in industries where product weight is strictly regulated. Another important aspect is transportation; precise weight measurement will help to optimise your transportation costs, and ensure that vehicles are loaded efficiently, avoiding fees for excess weight.
Understanding Checkweighers
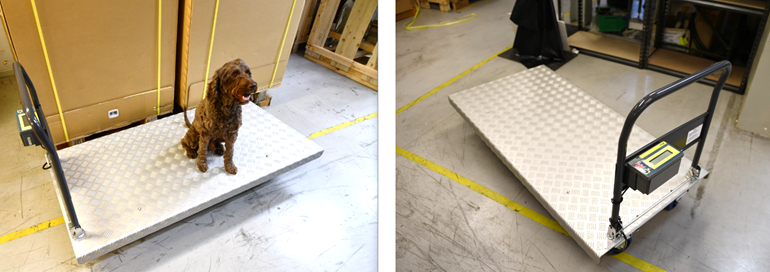
Freestanding powered roller checkweighers are designed for industrial use, and built to handle those larger and heavier items, ensuring accuracy and durability under high-volume production conditions. Their durable construction ensures sustained reliability, even in challenging operating conditions. Heavy duty freestanding checkweighers such as the EZI-Check AUTO Carton Checking System can seamlessly integrate into both new and existing production lines, enabling accurate inspection of cartons for missing or damaged items. Ideal for handling heavy items such as root vegetables or large cartons travelling along conveyors.

Stand-alone gravity checkweighers offer versatility and precision for mid-scale production needs. Suited for a wide range of product sizes and weights, they smoothly balance performance with efficiency. Stand-alone Checkweighers such as the EZI-Check BASIC Carton Checking System can fit into both new and existing production lines, offering efficient weighing of cartons while occupying minimal space. Flexible and dependable gravity systems such as this one can help keep costs down while ensuring precise weighing of large cartons.

Benefits of adding checkweighers into your production line.
Checkweighers offer a slew of paybacks for any production line, chief amongst them being;
Checkweighers Support Quality Control
Checkweighers are primarily used for quality control weighing purposes, identifying any deviations from a product’s intended weight as indicators of production errors. In certain cases, items not meeting the weight criteria are automatically rejected. By ensuring every product along the line meets strict weight specifications, checkweighers play a crucial role in upholding product consistency and quality, directly impacting customer satisfaction. This also helps manufacturers avoid legal issues and fines related to non-compliance with weight regulations, further emphasising their importance in the production process.By employing a precise and dependable checkweigher system, you can ensure that your products are packed to the correct weights, whilst rejecting packs for being either below or above the determined designated weight.
Checkweighers Improve Customer Satisfaction
It’s only fair that customers get what they pay for, and every customer understandably expects nothing less than that. Maintaining consistent weights is a hallmark of quality that drives consumer trust and loyalty. A brand’s commitment to consistency not only meets regulatory standards, but also reinforces the brand’s reputation for quality, which in turn fosters a strong customer base.
Checkweighers Enhance Filling & Packing Efficiency
Packages that fall below the expected weight may help you pinpoint issues in your filling systems, as variations in weight can often suggest problems with the filling process.
Continuous monitoring through inline checkweighing offers real-time feedback and instant notifications, enabling operators to achieve and maintain peak efficiency in packaging, as well as ensuring accurate fill weights, volumes, and quantities.
Checkweighers Find Defective or Damaged Products and Packages
Checkweighers play a central role in identifying defective or damaged products and packages by quickly detecting deviations from predetermined weight specifications. This capability allows for the immediate removal of items that may have been compromised during the production process, ensuring only products of the highest quality reach the consumer. By acting as an end-of-line quality assurance step, checkweighers help maintain the integrity of the brand and customer trust by preventing substandard or potentially unsafe products from entering the market.
Improvements Achieved Through the Adoption of Checkweighing Technology
- Increased Throughput: By automatically handling a large number cartons per minute, in-line checkweighers significantly boost production speed, allowing businesses to meet high demand without sacrificing quality.
- Enhanced Flexibility: The ability to incorporate rejection modules and various checkweighing models, offers unparalleled adaptability to different production needs and workflows.
- Improved Accuracy and Compliance: Offering precise weight measurements for each carton and the capacity to store up to 100 product IDs and targets, these inspection systems enable customisation and safeguards compliance with industry standards.
- Enhanced Alerting Mechanisms: With available visual and audible alarm additions for weight deviations, these checkweighers ensure prompt detection and correction of errors, maintaining product consistency.
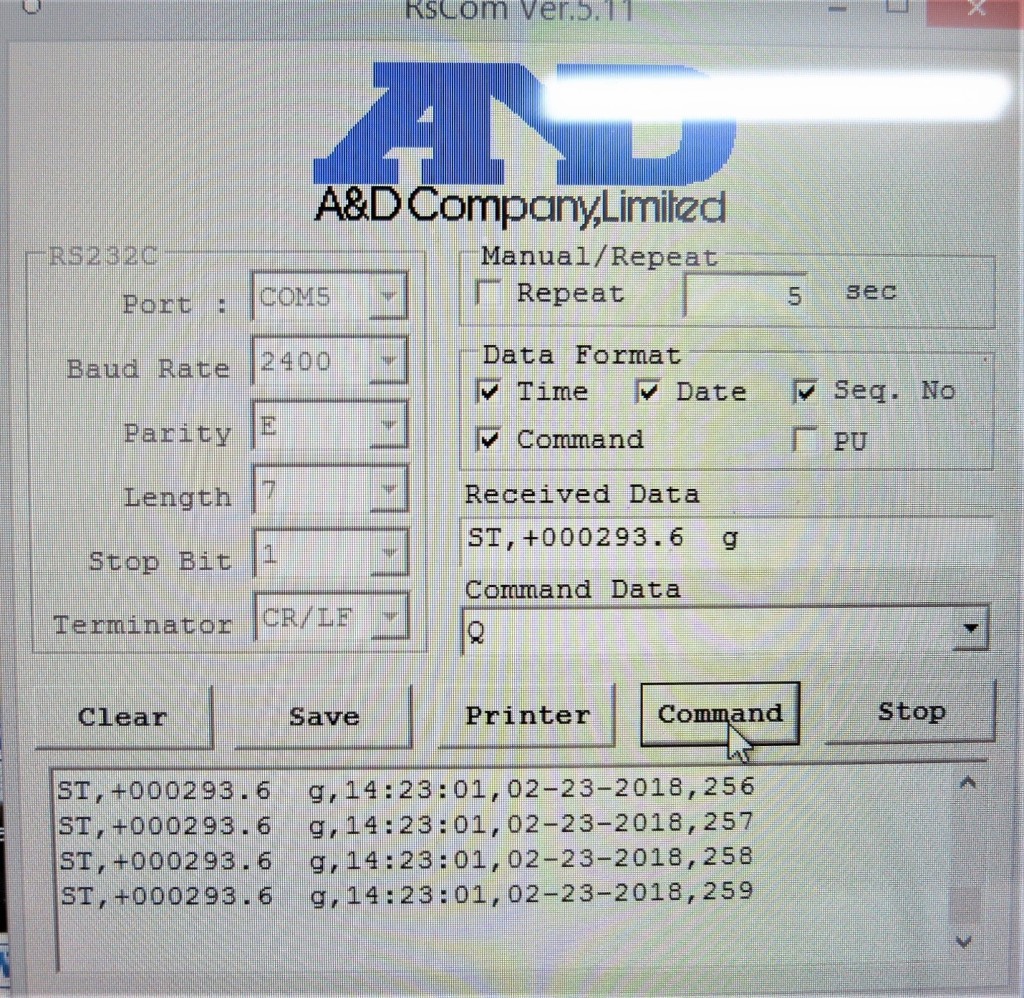
- Improved Data Management: The wired or option for wireless interfaces facilitates effortless data transfer, while the storage of product IDs enhances tracking and reporting efficiency, contributing to better overall production management.
Best Practices For Implementing Checkweigher Systems
Identification of Need
The first step in implementing checkweigher systems is to identifying the specific requirements of your business. This involves understanding the types of products to be weighed, the range of weights, the environment in which the system will operate, and any industry-specific and retail regulations that must be met. Assessing the production line’s speed and accuracy requirements is crucial. This initial analysis will help define the essential features your check weigher must have, ensuring that the system you choose can effectively enhance your operational efficiency and compliance with quality standards.
Selection Process
Once this need is clearly defined, thus begins the selection process. It’s vital to choose a checkweigher that aligns with your operational demands and budget. Consider factors such as the equipment’s customer reviews, durability, speed, and ease of operation and maintenance. Evaluating the manufacturer’s reputation, customer service, and support offerings is equally important, if not more, especially as the purchase of an inspection systems can be substantial. It may also be beneficial to select a system that offers scalability and flexibility to adapt to future business growth or changes in the company product range and product lines.
Installation and Integration
This process should be meticulously planned to minimise disruption to ongoing operations. It often involves coordinating with the equipment manufacturer or a specialised installation team. Ensuring that the checkweigher is compatible with your current conveyor system and any upstream or downstream equipment is essential for seamless operation. Proper placement within the production line can maximise efficiency and accuracy. If you’re uncertain about the quality of the installation of your current checkweigher system, feel free to arrange a consultation with a team member from A&D Inspection. Implementing a routine maintenance schedule can also prevent unexpected downtime and extend the lifespan of the equipment.
Test Product Samples
Testing of actual product samples on a checkweigher system prior to purchase, is vital to ensure it will meet the specified accuracy and efficiency requirements for your production. In most cases A&D can assist you with this evaluation and provide you with a brief report. This pre-purchase testing is crucial for validating and understanding the checkweigher system’s performance, before you invest in it, and before it becomes an integral part of the production process.
Results & Benefits
The successful implementation of a checkweigher system can bring significant benefits to a business. These include enhanced product quality through precise weight control, reduced giveaway and waste, improved regulatory compliance, and increased customer satisfaction. Over time, the data collected by the checkweigher can also provide valuable insights into production trends, helping to identify areas for further improvement and optimisation. Ultimately, the right checkweigher system can lead to improved operational efficiency and a stronger bottom line.
Conclusion
Checkweighers play a vital role across a wide range of industries. Their consistent and reliable weight judgements enhance product quality, customer satisfaction, and regulatory compliance across the board. Additionally, by streamlining operations and reducing waste, our checkweighers contribute to cost savings and a more sustainable production process, ultimately boosting your bottom line.
You can view A&D Inspection checkweigher systems here. To browse our other products and services — such as X-ray inspection, metal detection, and our service programs — head over to the A&D Inspection website. If you’ve got a question, and you’d like to discuss it with a qualified professional, don’t be afraid to get in touch with one of our friendly staff members here.


























































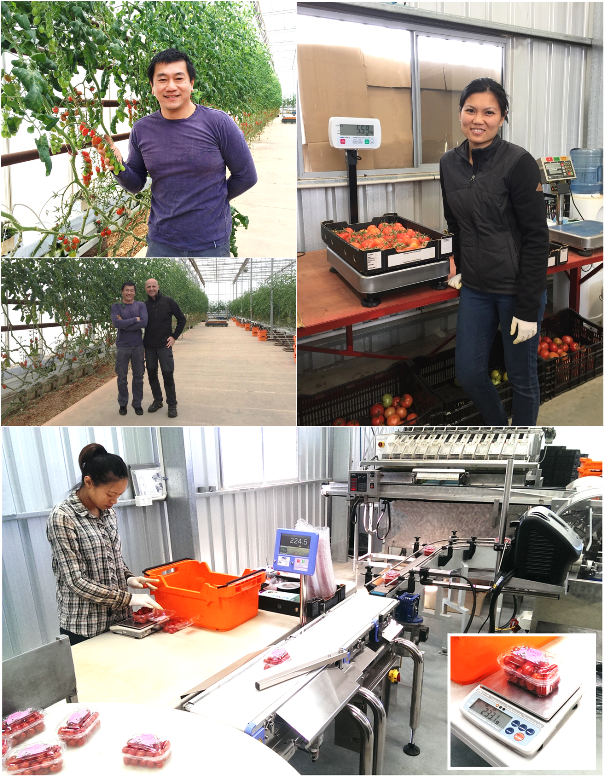




















 A&D’s powerful Multiweigher 3000 weight data suite has recently been implemented to capture the weights of tomato trusses growing in a new high-tech glasshouse just north of Adelaide.
A&D’s powerful Multiweigher 3000 weight data suite has recently been implemented to capture the weights of tomato trusses growing in a new high-tech glasshouse just north of Adelaide.








 A&D Weighing recently solved a problem for an Australian strawberry grower based in WA, with customised, NMI trade approved bench scales that significantly improved the efficiency of their packing processes. This strawberry grower supplies hundreds of tonnes of berries to retail supermarkets each year and is renowned for their premium strawberries, so they expected a premium solution.
The Objectives were clear:
A&D Weighing recently solved a problem for an Australian strawberry grower based in WA, with customised, NMI trade approved bench scales that significantly improved the efficiency of their packing processes. This strawberry grower supplies hundreds of tonnes of berries to retail supermarkets each year and is renowned for their premium strawberries, so they expected a premium solution.
The Objectives were clear:
 The benefits are significant and return on investment rapid:
The benefits are significant and return on investment rapid:


 Reviewing the customer’s requirements with the assistance of A&D Partner Able Scales in Brisbane, and using barcode scanners, Schneider SCADA & HMI System, Allen Bradley Micrologix, A&D Weighing’s IP65 AD-4407 indicator with analogue output option, and utilising existing A&D overhead-track OHT-600 scales, the team were able to design and implement an innovative system that can easily read, record and sort information quickly and easily.
Reviewing the customer’s requirements with the assistance of A&D Partner Able Scales in Brisbane, and using barcode scanners, Schneider SCADA & HMI System, Allen Bradley Micrologix, A&D Weighing’s IP65 AD-4407 indicator with analogue output option, and utilising existing A&D overhead-track OHT-600 scales, the team were able to design and implement an innovative system that can easily read, record and sort information quickly and easily.







{kind=link}